


| 等离子源 | 1 |
|---|---|
| 空载电压 | 4(V) |
| 额定负载持续率 | 5(%) |
| 功率 | 7(W) |
| 功率因素 | 2 |
| 绝缘等级 | 9 |
| 安装占地 | 5 |
| 工具净重 | 6(Kg) |
| 规格 | 标准 |
| 电流 | 直流 |
| 控制方式 | 自动 |
| 类型 | 直流等离子焊机 |
| 频段 | 激光 |
| 频率 | 3(hz) |
| 驱动形式 | 自动 |
| 输出电流调节范围 | 8(A) |
| 输入电压 | 5(V) |
| 外壳防护等级 | 7 |
| 外形尺寸 | 1 |
| 效率 | 4 |
| 用途 | 切割 |
| 最大切割厚度 | 1000(mm) |
| 作用对象 | 金属 |
| 作用原理 | 脉冲 |
| 品牌 | 庆安 |
| 型号 | QAD-40 |
| 额定输入电源容量 | 4(KVA) |
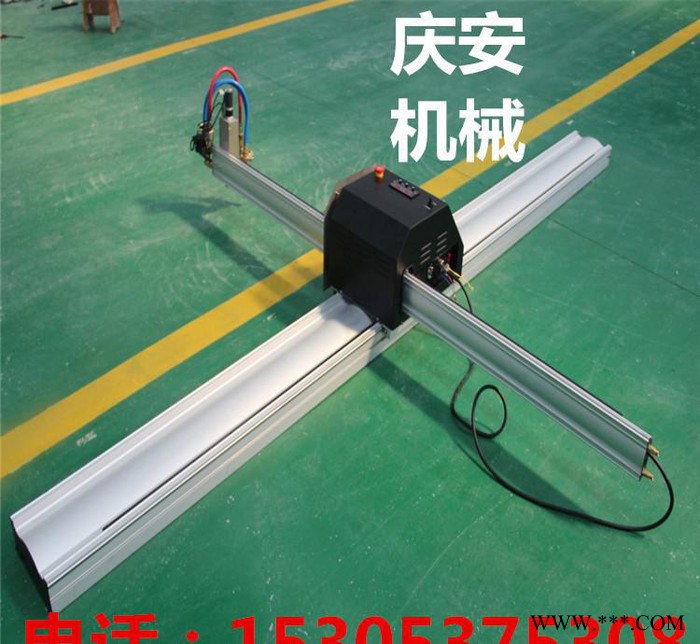
等离子切割机的优势在于等离子弧能量更集中、温度更高、切割速度较快、变形小,还可切割不锈钢、铝等材料。
等离子切割的不足之处在于弧光强、噪音大、灰尘多,对环境有一定的污染,对中厚很多是采用水下等离子切割,切割厚度也有一定的限制。同样,气体流量、电弧长度、电报质量、电流大小、切割速度都影响质量,掌握不好也不埋想,不如火焰切割简单。等离子切割枪不宜多,因切割速度较快,易受上述因素的影响出现不协调,使切割质量不一样。一般来说,对薄板切割,等离子切割切口表面质量优于火馅切勘,且挂渣很少。
近年来,国外厂家开发了称为精细等离子或称为高精度等离子的新技术,国内已有厂家引进。效果较好。通过改进割矩的设计,较显著地提高了工件切割面质量,韶边垂直度可达0—1.5°对提高厚板切割质量尤其有利。由于改进了切割枪,电极寿命得到数倍提高。但其割枪距钢板距离要求较高,要求割枪上的高度传感器反应更灵敏,割枪升降反应更快。
因此,采用等离子切割4—30毫米钢板是比较理想的方法,可避免氧乙缺切割速度慢、变形大、切口镕化严重、挂渣严重等缺点。获得了一定厚度的不锈钢等材料的下料。
| 1、本产品为便携式数控切割机,可切割任意平面复杂图形,支持火焰、离子切割。减少二次加工,提高生产效率。 | |||
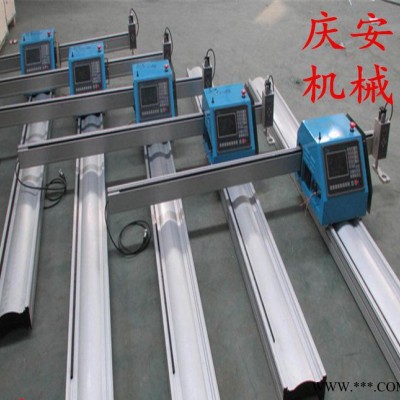
| 机型 | 1020型 | 1225型 | 1530型 |
| 切割宽度(mm) | 1000 | 12000 | 1500 |
| 切割长度(mm) | 2000 | 2500 | 3000 |
| 数控系统 | 上海交大或北京斯达峰 | ||
| 切割厚度 | 火焰5-200mm,等离子根据等离子电源功率而定 | ||
| 空程速度(mm/min) | 8000 | ||
| 切割速度(mm/min) | 根据板材厚度调节 | ||
联系人:刘经理
咨询电话15305375308
![{K]KF8K9HL]_$DCJ{PTTD`T](https://www.guanggaoj.com/file/upload/202112/29/102115651.jpg)
 企业站手机版
企业站手机版